Page 25 - Glace Bay Makes a Cannon for Louisbourg
Published by Ronald Caplan on 1975/12/1 (953 reads)

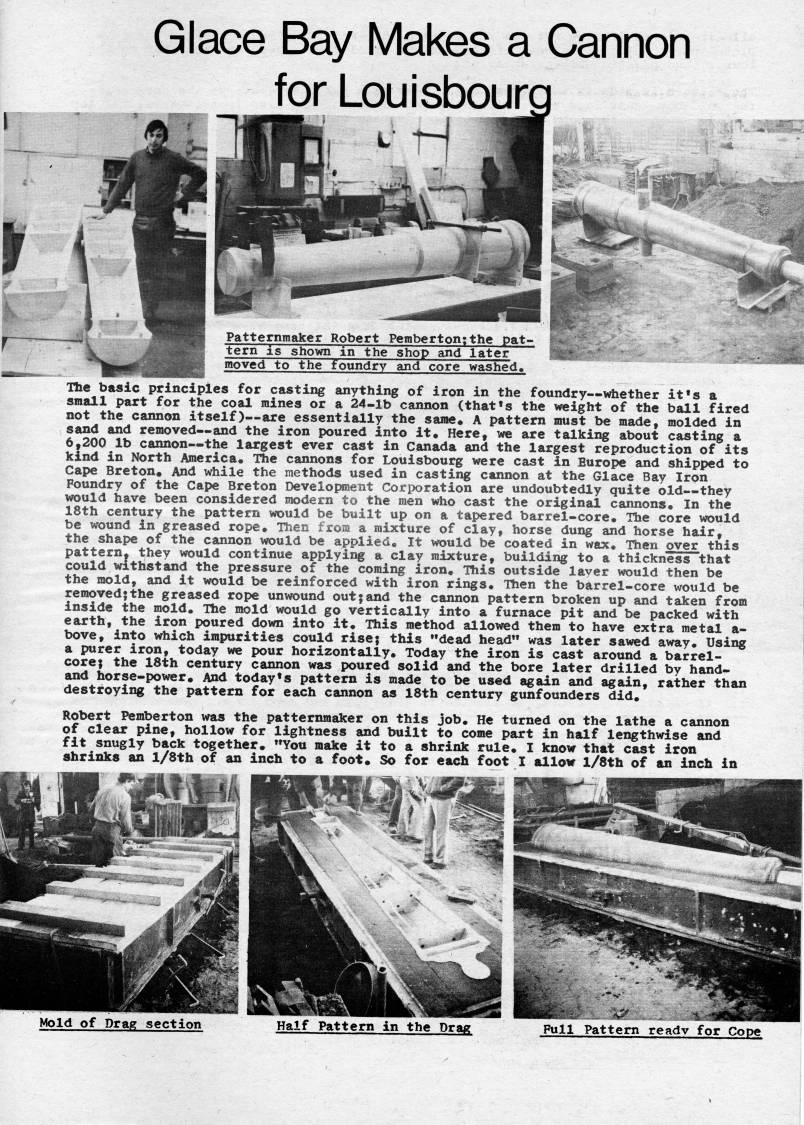
Glace Bay Makes a Cannon for Louisbourc Patternmaker Robert Peraberton;the pat? tern IS shown in the shop and later moved to the foundry and core washed. Ihe basic principles for casting anything of iron in the foundry • whether it's a small part for the coal mines or a 24-lb cannon (that's the weight of the ball fired not the cannon itself) • are essentially the sarae. A pattern must be made, molded in sand and removed • and the iron poured into it* Here, we are talking about casting a 6,200 lb cannon • the largest ever cast in Canada and the largest reproduction of its kind in North America* The cannons for Louisbourg were cast in Europe and shipped to Cape Breton. And vdiile the methods used in casting cannon at the Glace Bay Iron Foundry of the Cape Breton Development Corporation are undoubtedly quite old • they would have been considered modern to the men who cast the original cannons* In the 18th century the pattern would be built up on a tapered barrel-core* The core ?ould be wound in greased rope* Then from a mixture of clay, horse dung and horse hair, the shape of the cannon would be applied* It would be coated in wax* Then over this pattern, they would continue applying a clay mixture, building to a thickness that could withstand the pressure of the coming iron* ihis outside layer would then be the mold, and it would be reinforced with iron rings* Then the barrel-core would be removed;the greased rope unwound out;and the cannon pattern broken up and taken from inside the mold* The mold would go vertically into a furnace pit and be packed with earth, the iron poured down into it* This method allowed them to have extra metal a- bove, into which impurities could rise; this "dead head" was later sawed away* Using a purer iron, today we pour horizontally* Today the iron is cast around a barrel- core; the 18th century cannon was poured solid and the bore later drilled by hand- and horse-power. And today's pattern is made to be used again and again, rather than destroying the pattern for each cannon as 18th century gunfounders did* Robert Pemberton was the patternmaker on this job* He turned on the lathe a cannon of clear pine, hollow for lightness and built to come part in half lengthwise and fit snugly back together. "You raake it to a shrink rule* I know that cast iron shrinks an l/8th of an inch to a foot. So for each foot I allow l/8th of an inch in Mold of Drag section Half Pattern in the Drag Full Pattern ready for Cope


Adobe Acrobat Reader is required to the PDF version of this content. Click here to download and install the Acrobat plugin